
Leakage destroys liquid food brands faster than most other packaging failures. Designing truly leak-proof liquid food packaging requires coordinated choices across seal geometry, spout interfaces, film structure, pressure management, filling systems, and validation testing.
GQ PACK, a custom flexible liquid food packaging manufacturer, will share a practical, engineering-focused roadmap that procurement and R&D teams can use to turn a packaging concept into a verifiable, production-ready SKU.
Understand Failure in Liquid Food Packaging
Design from failure backwards could be a great starting point. Common leak mechanisms for liquid food packaging:
- Top-seal burst or micro-channel leakage at corners.
- Spout-to-film delamination, where the weld cannot hold torque or bending.
- Film pinholes / flex-crack propagation caused by handling or sharp particulates.
- Side-seal creep under sustained internal pressure.
- Stress concentration at die-cuts, corners, hang holes, or near closures.
A specification must list which of these are credible for the SKU and which tests will prove mitigation.

Seal-curve Engineering: Control Stress
Seal geometry determines how internal pressure translates into local stress.
- Prefer rounded / arc transitions over square corners to avoid corner stress concentration.
- Specify seal width and area based on product viscosity, fill temperature, and required burst pressure — wider seals increase margin, as well as cost material, but provide a greater user experience.
- Match sealant chemistry to process window (mPE/PE/CPP grades) so hot-tack and dwell time align with line speed.
- Validate with objective tests: seal-strength (e.g., ASTM F88), burst testing (ASTM F1140), and creep under sustained load. Don’t accept pass/fail by eye.
Design rule: define the target burst pressure first, then derive the minimum seal area and translate that into seal width with a safety factor (commonly 1.5–2×).
Spout Welding and Reinforcement: Secure the Discontinuity
The spout cap of the liquid food packaging is the most common single point of failure.
- Design rim and mating surface for full-contact welding; a narrow rim reduces weld strength.
- Choose welding method intentionally: ultrasonic welding provides localized energy; thermal welding requires precise temperature/dwell control. Each has specific failure modes — require process parameters from the converter.
- Use reinforcement patches when torque, bending, or repeated opening is expected; specify patch material, bond method, and test the effect on adjacent seals.
- Define spout position (corner vs center) based on expected torque transfer and drop behavior; corner spouts interact differently with internal pressure and drop dynamics.
Require torque retention and thread-pull tests as part of pilot acceptance.

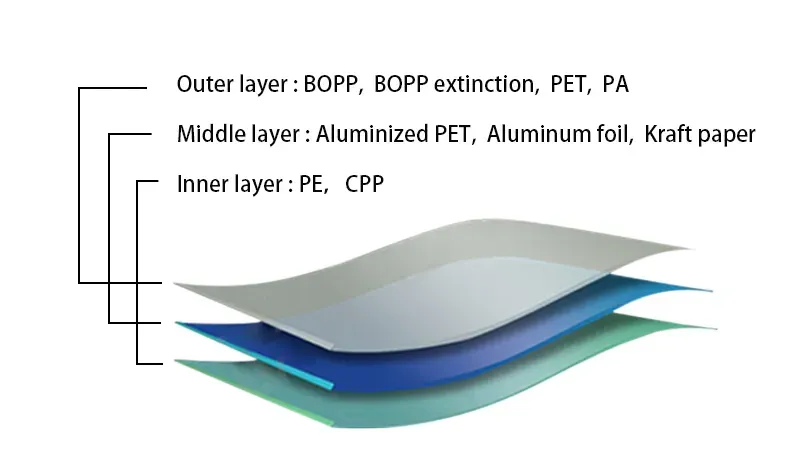
Film Structure & Thickness
Micron count alone is not a guarantee. In this aspect, the function of each layer is more important than thickness.
- Layer function matters: add puncture-resistant layers (NY, thicker PET) for particulate or abrasive products.
- Barrier selection (EVOH, VMPET, foil) must be driven by MVTR/OTR targets relevant to shelf life and product chemistry. If recyclability is a requirement, use encapsulated EVOH or PE-based solutions and validate performance at real RH/T conditions.
- Design for flex-crack resistance: oriented or modified films (MDO) and appropriate adhesives reduce cracking under repeated squeezing.
- Test drop & impact resilience, especially for cold chain products where brittleness increases.
Always require a layer-by-layer micron breakdown in the spec and validate that the functional layers perform as intended at scale.
Pressure Management & Compression Resistance
In the process of filling and distribution, they create sustained loads for your liquid food packagings.
- Model hydrostatic pressure during filling, including hot-fill expansion or any degassing.
- Set burst pressure targets: establish maximum internal pressure and apply a safety factor (commonly 1.5–2×).
- Account for transport compression: stacking and pallet loads can multiply localized stresses. Include carton stacking simulations.
- Include retort/vacuum effects if the product requires those processes — seals can creep or laminates distort at temperature.
Document expected pressure profiles for the SKU and require the converter to validate against those profiles.
Filling & Closure Integration
Most filling failures happen when structural strength does not match the production speeds.
- Pilot runs on the intended filler (piston, rotary, aseptic) are mandatory.
- Control fill temperature and headspace to limit expansion stress; define acceptable fill tolerances.
- Standardize cap torque and test retention under vibration and repeated open/close cycles.
- Ensure filling methods avoid contaminating seal bands (no product in the sealing area).
Make pilot run acceptance a contractual milestone tied to payment.

Testing & Validation Protocol
Require pilot-run videos and test reports keyed to the exact film and spout lot used in production. Mandate documented, lot-traceable test results:
- Seal strength (ASTM F88 or equivalent).
- Burst pressure and sustained creep testing.
- Multi-angle drop and free-fall tests.
- Compression/stack testing to model pallet loads.
- Transport vibration simulation and accelerated aging.
Pre-Production Engineering Checklist
Before mass production, please at least confirm the data below with the liquid food packaging manufacturer:
- Internal pressure limit and safety margin.
- Verified seal curve geometry and minimum seal width.
- Spout welding process and flange specification with strength report.
- Film structure breakdown (layer + micron + function).
- Transport and stacking simulations completed.
- Written QA acceptance criteria and rejection thresholds in the contract.
Conclusion
Leak-proof liquid food packaging is a systems engineering task. Thicker film or a stronger spout alone will not prevent leaks unless seal geometry, spout welds, film function, filling conditions, and testing are all aligned and verified. Do not regret until the brand’s image is damaged by the leaking failure in liquid food packaging.
About GQ PACK
GQ PACK is a direct manufacturer of custom flexible liquid food packaging, integrating lamination, spout welding, pouch forming, and in-line quality control within its own facilities. Production is managed through documented process parameters and lot traceability, enabling stable batch performance in seal strength, weld integrity, and film structure consistency.
Serving brand owners and contract packers, GQ PACK develops custom liquid food pouch specifications—film layers, barrier systems, spout formats, and reinforcement designs—aligned with filling conditions and distribution stress profiles. We are focusing on well-controlled manufacturing, repeatable output, and engineering-backed customization for B2B supply programs.




