Leckagen zerstören Marken für flüssige Lebensmittel schneller als die meisten anderen Verpackungsmängel. Entwicklung von wirklich auslaufsicheren Verpackungen für flüssige Lebensmittel erfordert koordinierte Entscheidungen in Bezug auf Dichtungsgeometrie, Ausgießerschnittstellen, Folienstruktur, Druckmanagement, Füllsysteme und Validierungstests.
GQ PACK, ein Hersteller von kundenspezifischen flexiblen Verpackungen für flüssige Lebensmittelwird eine praktische, technisch orientierte Roadmap vorstellen, die Beschaffungs- und F&E-Teams nutzen können, um ein Verpackungskonzept in eine überprüfbare, produktionsreife SKU zu verwandeln.
Verstehen Sie das Versagen von Verpackungen für flüssige Lebensmittel
Ein guter Ausgangspunkt könnte die Entwicklung von Fehlern in umgekehrter Richtung sein. Übliche Leckmechanismen bei Verpackungen für flüssige Lebensmittel:
- Top-Seal-Burst oder Mikrokanalleckagen an den Ecken.
- Delamination von Tülle zu Folie, wo die Schweißnaht dem Drehmoment oder der Biegung nicht standhält.
- Pinholes in der Folie / Ausbreitung von Flex-Cracks durch Handhabung oder scharfe Partikel verursacht werden.
- Kriechen der Seitenabdichtung unter anhaltendem inneren Druck.
- Spannungskonzentration an Stanzungen, Ecken, Aufhängelöchern oder in der Nähe von Verschlüssen.
In einer Spezifikation muss angegeben werden, welche davon für die SKU glaubwürdig sind und welche Tests die Abschwächung nachweisen.

Dichtungskurven-Engineering: Spannung kontrollieren
Die Geometrie der Dichtung bestimmt, wie sich der Innendruck in lokale Spannung umsetzt.
- Abgerundete / bogenförmige Übergänge bevorzugen über quadratische Ecken, um Spannungskonzentrationen in den Ecken zu vermeiden.
- Breite und Fläche der Dichtung angeben je nach Produktviskosität, Fülltemperatur und erforderlichem Berstdruck - breitere Dichtungen erhöhen die Gewinnspanne und die Materialkosten, bieten aber auch eine bessere Benutzererfahrung.
- Abstimmung der Dichtstoffchemie auf das Prozessfenster (mPE/PE/CPP-Sorten), so dass Heißklebe- und Verweilzeit mit der Liniengeschwindigkeit übereinstimmen.
- Validierung mit objektiven TestsDichtheitsprüfung (z. B. ASTM F88), Berstprüfung (ASTM F1140) und Kriechverhalten bei anhaltender Belastung. Akzeptieren Sie nicht "bestanden/nicht bestanden" nach Augenmaß.
Konstruktionsregel: Zuerst den angestrebten Berstdruck festlegen, dann die Mindestdichtfläche ableiten und diese mit einem Sicherheitsfaktor (in der Regel 1,5-2×) in Dichtungsbreite umrechnen.
Verschweißung und Verstärkung des Auslaufs: Sichern Sie die Diskontinuität
Der Ausgießer der Verpackungen für flüssige Lebensmittel ist der häufigste Fehlerpunkt.
- Designrand und Gegenlauffläche für Vollkontaktschweißen; ein schmaler Rand verringert die Schweißnahtfestigkeit.
- Wählen Sie das Schweißverfahren mit BedachtUltraschallschweißen liefert lokalisierte Energie; thermisches Schweißen erfordert eine präzise Temperatur-/Wellensteuerung. Jedes dieser Verfahren hat spezifische Fehlermöglichkeiten und erfordert Prozessparameter vom Konverter.
- Verstärkungspflaster verwenden wenn Drehung, Biegung oder wiederholtes Öffnen zu erwarten sind; spezifizieren Sie das Material des Flickens, die Klebemethode und testen Sie die Auswirkungen auf benachbarte Dichtungen.
- Position des Auslaufs festlegen (Ecke vs. Mitte) auf der Grundlage der erwarteten Drehmomentübertragung und des Tropfenverhaltens; Eckstutzen wirken unterschiedlich auf den Innendruck und die Tropfendynamik ein.
Verlangen Sie im Rahmen der Pilotabnahme Tests zur Drehmomentbeibehaltung und zum Fadenziehen.

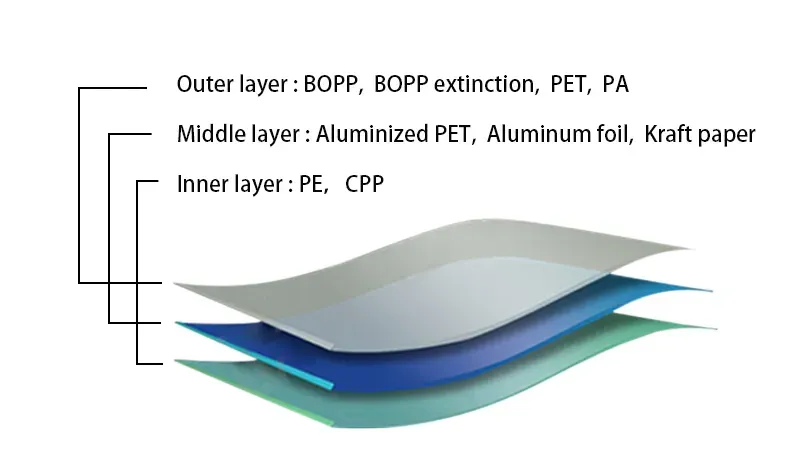
Filmstruktur und -dicke
Die Mikronzahl allein ist keine Garantie. In dieser Hinsicht ist die Funktion der einzelnen Schichten wichtiger als die Dicke.
- Die Funktion der Schicht ist wichtig: Hinzufügen von durchstoßfesten Schichten (NY, dickeres PET) für partikelförmige oder abrasive Produkte.
- Auswahl der Barriere (EVOH, VMPET, Folie) muss sich an MVTR/OTR-Zielen orientieren, die für die Haltbarkeit und die Produktchemie relevant sind. Wenn Recyclingfähigkeit eine Anforderung ist, verwenden Sie gekapselte EVOH- oder PE-basierte Lösungen und validieren Sie die Leistung unter realen RH/T-Bedingungen.
- Konstruktion für Biegebruchfestigkeit: Orientierte oder modifizierte Folien (MDO) und geeignete Klebstoffe verringern die Rissbildung bei wiederholtem Zusammendrücken.
- Test der Fall- und Stoßfestigkeit, insbesondere für Produkte der Kühlkette, bei denen die Sprödigkeit zunimmt.
Verlangen Sie in der Spezifikation immer eine Aufschlüsselung nach Schichten im Mikrometerbereich und überprüfen Sie, ob die Funktionsschichten im Maßstab wie vorgesehen funktionieren.
Druckmanagement & Kompressionswiderstand
Bei der Abfüllung und Verteilung sorgen sie für eine anhaltende Belastung Ihrer Verpackungen für flüssige Lebensmittel.
- Modell hydrostatischer Druck während der Befüllungeinschließlich der Ausdehnung der Heißfüllung oder einer Entgasung.
- Berstdruckziele festlegen: Festlegung des maximalen Innendrucks und Anwendung eines Sicherheitsfaktors (üblicherweise 1,5-2x).
- Konto für TransportkomprimierungStapeln und Palettenlasten können lokale Spannungen vervielfachen. Simulationen zum Stapeln von Kartons einbeziehen.
- Retorten-/Vakuum-Effekte einbeziehen wenn das Produkt diese Verfahren erfordert - Dichtungen können kriechen oder Laminate sich bei Temperatur verziehen.
Dokumentieren Sie die erwarteten Druckprofile für die SKU und verlangen Sie vom Konverter, dass er anhand dieser Profile validiert.
Integration von Abfüllungen und Verschlüssen
Die meisten Abfüllfehler treten auf, wenn die strukturelle Festigkeit nicht mit den Produktionsgeschwindigkeiten übereinstimmt.
- Pilotversuche mit dem vorgesehenen Füllmaterial (Kolben, Rotation, aseptisch) sind obligatorisch.
- Kontrolle der Fülltemperatur und des Kopfraums zur Begrenzung der Ausdehnungsspannung; Festlegung akzeptabler Fülltoleranzen.
- Standardisieren Sie das Anzugsmoment des Verschlusses und testen Sie die Haltbarkeit bei Vibrationen und wiederholten Öffnungs-/Schließzyklen.
- Stellen Sie sicher, dass die Abfüllmethoden eine Verunreinigung der Siegelbänder vermeiden (kein Produkt im Siegelbereich).
Machen Sie die Abnahme des Probelaufs zu einem vertraglichen Meilenstein, der an die Bezahlung gebunden ist.

Test- und Validierungsprotokoll
Erforderlich sind Pilotvideos und Prüfberichte, die sich auf das genaue in der Produktion verwendete Folien- und Ausgießerlos beziehen. Verlangen Sie dokumentierte, chargenrückverfolgbare Testergebnisse:
- Dichtungsstärke (ASTM F88 oder gleichwertig).
- Berstdruck- und Dauer-Kriechversuche.
- Falltests mit mehreren Winkeln und freier Fall.
- Druck-/Stapeltests zur Modellierung von Palettenlasten.
- Simulation von Transportschwingungen und beschleunigte Alterung.
Checkliste für die Produktionsvorbereitung
Bitte bestätigen Sie vor der Massenproduktion zumindest die nachstehenden Daten mit dem Hersteller von Verpackungen für flüssige Lebensmittel:
- Interner Druckgrenzwert und Sicherheitsabstand.
- Die Geometrie der Dichtungskurve und die Mindestbreite der Dichtung wurden überprüft.
- Auslaufschweißverfahren und Flanschspezifikation mit Festigkeitsbericht.
- Aufschlüsselung der Filmstruktur (Schicht + Mikron + Funktion).
- Transport- und Stapelsimulationen abgeschlossen.
- Schriftliche QS-Annahmekriterien und Schwellenwerte für die Ablehnung im Vertrag.
Schlussfolgerung
Auslaufsicher Verpackungen für flüssige Lebensmittel ist eine systemtechnische Aufgabe. Eine dickere Folie oder ein stärkerer Ausgießer allein werden Undichtigkeiten nicht verhindern, es sei denn, die Geometrie der Dichtung, die Schweißnähte des Ausgießers, die Funktion der Folie, die Füllbedingungen und die Tests sind alle aufeinander abgestimmt und überprüft. Bedauern Sie nicht, bis das Image Ihrer Marke durch undichte Verpackungen für flüssige Lebensmittel beschädigt wurde.
Über GQ PACK
GQ PACK ist eine direkte Hersteller von kundenspezifischen flexiblen Verpackungen für flüssige LebensmittelDabei werden Laminierung, Tüllenschweißen, Beutelformung und Inline-Qualitätskontrolle in die eigenen Anlagen integriert. Die Produktion wird durch dokumentierte Prozessparameter und Chargenrückverfolgbarkeit gesteuert, was eine stabile Chargenleistung in Bezug auf Siegelstärke, Schweißintegrität und Konsistenz der Folienstruktur ermöglicht.
Für Markeninhaber und Lohnverpacker entwickelt GQ PACK Kundenspezifische Beutel für flüssige Lebensmittel - Spezifikationen-Folienschichten, Barrieresysteme, Ausgießerformate und Verstärkungsdesigns - abgestimmt auf Füllbedingungen und Verteilungsspannungsprofile. Wir konzentrieren uns auf eine gut kontrollierte Fertigung, eine wiederholbare Produktion und eine ingenieurtechnisch gestützte Anpassung für B2B-Lieferprogramme.