Las fugas destruyen las marcas de alimentos líquidos más rápidamente que la mayoría de los demás fallos de envasado. Diseñar envases realmente a prueba de fugas envasado de alimentos líquidos requiere decisiones coordinadas en cuanto a la geometría de la junta, las interfaces de la boquilla, la estructura de la película, la gestión de la presión, los sistemas de llenado y las pruebas de validación.
GQ PACK, un fabricante de envases flexibles a medida para alimentos líquidoscompartirá una hoja de ruta práctica, centrada en la ingeniería, que los equipos de compras e I+D pueden utilizar para convertir un concepto de envasado en una SKU verificable y lista para la producción.
Comprender los fallos en el envasado de alimentos líquidos
Diseñar desde el fallo hacia atrás podría ser un buen punto de partida. Mecanismos de fuga habituales en los envases de alimentos líquidos:
- Estallido del sello superior o fugas de microcanales en las esquinas.
- Deslaminación del chorro a la película, donde la soldadura no puede soportar el par de torsión o la flexión.
- Agujeros en la película / propagación de grietas flexibles causados por la manipulación o las partículas afiladas.
- Fluencia de la junta lateral bajo una presión interna sostenida.
- Concentración de tensiones en troquelados, esquinas, agujeros para colgar o cerca de cierres.
Una especificación debe enumerar cuáles de ellas son creíbles para la SKU y qué pruebas demostrarán la mitigación.

Ingeniería de curvas de sellado: Control de esfuerzos
La geometría de la junta determina cómo la presión interna se traduce en tensión local.
- Prefiera transiciones redondeadas / en arco sobre esquinas cuadradas para evitar la concentración de tensiones en las esquinas.
- Especifique la anchura y el área de sellado en función de la viscosidad del producto, la temperatura de llenado y la presión de rotura requerida: unas juntas más anchas aumentan el margen, así como el coste material, pero proporcionan una mayor experiencia al usuario.
- Adaptar la química del sellante a la ventana de proceso (calidades mPE/PE/CPP) para que la adhesión en caliente y el tiempo de permanencia coincidan con la velocidad de la línea.
- Validar con pruebas objetivasResistencia de estanquidad (por ejemplo, ASTM F88), ensayo de rotura (ASTM F1140) y fluencia bajo carga sostenida. No acepte el aprobado/no aprobado a ojo.
Regla de diseño: defina primero la presión de rotura deseada y, a continuación, obtenga el área de sellado mínima y tradúzcala en anchura de sellado con un factor de seguridad (normalmente 1,5-2×).
Soldadura y refuerzo del caño: Asegurar la discontinuidad
El tapón de salida de los envases de alimentos líquidos es el punto de fallo más común.
- Llanta de diseño y superficie de contacto para soldadura de contacto total; un borde estrecho reduce la resistencia de la soldadura.
- Elegir intencionadamente el método de soldaduraSoldadura por ultrasonidos: la soldadura por ultrasonidos proporciona energía localizada; la soldadura térmica requiere un control preciso de la temperatura y el tiempo. Cada una tiene modos de fallo específicos - requieren parámetros de proceso del convertidor.
- Utilizar parches de refuerzo cuando se prevea torsión, flexión o apertura repetida; especificar el material del parche, el método de unión y probar el efecto sobre las juntas adyacentes.
- Definir la posición del caño (esquina frente a centro) en función de la transferencia de par y el comportamiento de caída esperados; las bocas de esquina interactúan de forma diferente con la presión interna y la dinámica de caída.
Exigir pruebas de retención de par y de extracción de roscas como parte de la aceptación del piloto.

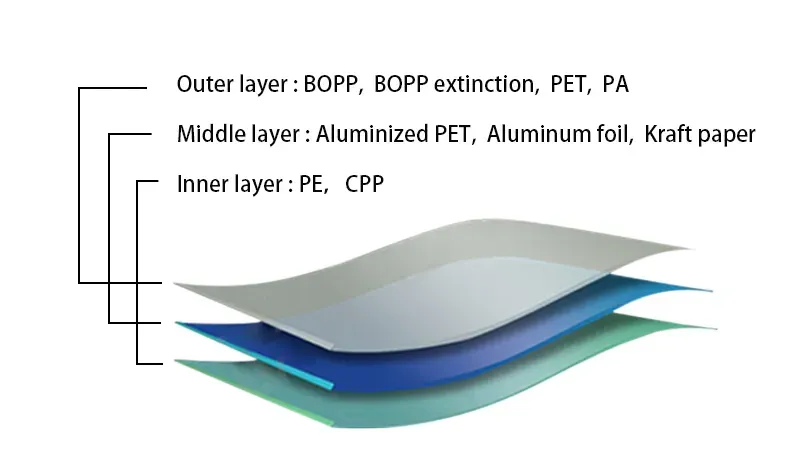
Estructura y grosor de la película
El número de micras por sí solo no es una garantía. En este aspecto, la función de cada capa es más importante que el grosor.
- La función de las capas importaAñadir capas resistentes a la perforación (NY, PET más grueso) para productos con partículas o abrasivos.
- Selección de barreras (EVOH, VMPET, lámina) deben basarse en objetivos MVTR/OTR relevantes para la vida útil y la química del producto. Si la reciclabilidad es un requisito, utilice EVOH encapsulado o soluciones basadas en PE y valide el rendimiento en condiciones reales de HR/T.
- Diseño resistente a las fisuras por flexiónLas láminas orientadas o modificadas (MDO) y los adhesivos adecuados reducen el agrietamiento cuando se aprietan repetidamente.
- Prueba de resistencia a caídas e impactos, especialmente para los productos de la cadena de frío, donde aumenta la fragilidad.
Exija siempre un desglose micrométrico capa por capa en la especificación y valide que las capas funcionales rinden según lo previsto a escala.
Gestión de la presión y resistencia a la compresión
En el proceso de llenado y distribución, crean cargas sostenidas para sus envases de alimentos líquidos.
- Modelo de presión hidrostática durante el llenadoincluyendo la expansión del relleno en caliente o cualquier desgasificación.
- Fijar objetivos de presión de roturaEstablecer la presión interna máxima y aplicar un factor de seguridad (normalmente 1,5-2×).
- Compresión del transporte: El apilamiento y las cargas de los palés pueden multiplicar las tensiones localizadas. Incluye simulaciones de apilamiento de cajas de cartón.
- Incluir efectos de retorno/vacío si el producto requiere esos procesos: las juntas pueden arrastrarse o los laminados deformarse con la temperatura.
Documentar los perfiles de presión previstos para la SKU y exigir al convertidor que los valide con respecto a dichos perfiles.
Integración de llenado y cierre
La mayoría de los fallos de llenado se producen cuando la resistencia estructural no se ajusta a las velocidades de producción.
- Ejecuciones piloto en el relleno previsto (pistón, rotativa, aséptica) son obligatorias.
- Controlar la temperatura de llenado y el espacio libre para limitar la tensión de expansión; definir las tolerancias de llenado aceptables.
- Normalice el par de apriete del tapón y compruebe su retención bajo vibraciones y ciclos repetidos de apertura y cierre.
- Asegúrese de que los métodos de llenado evitan contaminar las bandas de sellado (sin producto en la zona de sellado).
Hacer que la aceptación de la prueba piloto sea un hito contractual vinculado al pago.

Protocolo de ensayo y validación
Exigir vídeos de pruebas piloto e informes de pruebas con la clave del lote exacto de película y boquilla utilizado en la producción. Exigir resultados de pruebas documentados y trazables:
- Resistencia del sellado (ASTM F88 o equivalente).
- Pruebas de presión de estallido y de fluencia sostenida.
- Pruebas de caída multiángulo y caída libre.
- Pruebas de compresión/apilamiento para modelizar las cargas de los palés.
- Simulación de vibraciones de transporte y envejecimiento acelerado.
Lista de comprobación de ingeniería previa a la producción
Antes de la producción en serie, confirme al menos los datos siguientes con el fabricante de envases para alimentos líquidos:
- Límite de presión interna y margen de seguridad.
- Verificación de la geometría de la curva de sellado y de la anchura mínima del sellado.
- Proceso de soldadura del caño y especificación de la brida con informe de resistencia.
- Desglose de la estructura de la película (capa + micra + función).
- Simulaciones de transporte y apilamiento finalizadas.
- Criterios de aceptación del control de calidad y umbrales de rechazo por escrito en el contrato.
Conclusión
A prueba de fugas envasado de alimentos líquidos es una tarea de ingeniería de sistemas. Un film más grueso o una boquilla más fuerte por sí solos no evitarán las fugas a menos que la geometría del cierre, las soldaduras de la boquilla, el funcionamiento del film, las condiciones de llenado y las pruebas estén alineadas y verificadas. No hay que lamentarse hasta que la imagen de la marca se vea dañada por el fallo de una fuga en el envasado de alimentos líquidos.
Acerca de GQ PACK
GQ PACK es un fabricante de envases flexibles a medida para alimentos líquidosLa producción se gestiona mediante parámetros de proceso documentados y trazabilidad de lotes. La producción se gestiona mediante parámetros de proceso documentados y trazabilidad de lotes, lo que permite un rendimiento estable de los lotes en cuanto a resistencia del sellado, integridad de la soldadura y consistencia de la estructura de la película.
Al servicio de los propietarios de marcas y envasadores por contrato, GQ PACK desarrolla especificaciones de las bolsas personalizadas para alimentos líquidos-capas de película, sistemas de barrera, formatos de boquilla y diseños de refuerzo- alineados con las condiciones de llenado y los perfiles de tensión de distribución. Nos centramos en la fabricación bien controlada, la producción repetible y la personalización respaldada por ingeniería para programas de suministro B2B.