Le pochette à fond plat est devenu le format de prédilection pour les emballages de détail haut de gamme : il ressemble à une petite boîte en rayon, s'empile bien et offre de grandes surfaces d'impression pour le marquage. Mais une bonne présence en rayon n'est qu'un début - la véritable performance dépend d'une conception intégrée qui équilibre la géométrie, structure de poche à fond platLes produits de l'Union européenne sont les suivants : les produits de l'Union européenne, la technologie d'étanchéité et les matériaux de barrage.
Cet article, publié par GQ PACK, une agence de presse de l'Union européenne, a été publié en anglais. fabricant d'emballages flexibles sur mesureexplique ces relations et donne des conseils pratiques aux ingénieurs, aux chefs de produit et aux équipes d'assurance qualité qui travaillent avec ce format.
Anatomie : Ce que comprend une poche à fond plat
Dans sa forme la plus simple, un pochette à fond plat est une pochette multi-panneaux avec une base plate ou en boîte qui crée une empreinte stable. Composants clés :
- Panneaux avant et arrière - les principales surfaces d'impression.
- Gousset de fond / fond de boîte - l'élément structurel qui permet à la poche de tenir debout.
- Panneaux latéraux (en 4 ou 5 panneaux) - ils façonnent le profil et augmentent l'efficacité du volume.
- Finition supérieure - thermoscellage, fermeture à glissière ou intégration d'un bec verseur pour la fermeture.
- Zones de scellage - marges dédiées au laminage et au scellage.
Comprendre la structure de poche à fond plat - la façon dont les rapports entre les panneaux, la géométrie des goussets et l'emplacement des joints interagissent - est la base d'une stabilité et d'une performance d'étanchéité prévisibles.

Stabilité et conception structurelle
La stabilité est liée au centre de gravité et à la géométrie de la base. Quelques règles pratiques :
- Rapport entre la largeur et la hauteur de la base : Les bases plus larges augmentent la stabilité ; les soufflets plus profonds augmentent le volume mais peuvent élever le centre de gravité lorsqu'ils sont remplis. Choisissez un rapport base/hauteur adapté à la densité du produit. Pour les poudres lourdes, privilégiez une hauteur plus faible.
- Forme du gousset : Les goussets à pli simple sont simples et rentables. Les goussets à double pliage ou à angle droit donnent une base rectangulaire plus nette et un meilleur empilage.
- Renforcement : Des laminés plus épais ou une couche de base supplémentaire réduisent l'affaissement et améliorent la stabilité pour les volumes de remplissage élevés. Envisagez un film de base renforcé ou un panneau inférieur laminé pour les produits lourds ou denses.
- Niveau de remplissage et flux de produits : Un remplissage insuffisant rend un sachet instable ; un remplissage excessif met les joints à rude épreuve. La taille du sachet doit être adaptée au volume de remplissage et au comportement des particules (poudres fluides ou croquettes volumineuses).
L'ergonomie est également importante : le pochette à fond plat doivent être faciles à prélever sur une étagère, à verser et à refermer en vue d'une réutilisation par le consommateur.
Systèmes de scellés et intégralité
Les joints sont la ligne de vie de la poche. Les types de joints typiques comprennent les joints à ailettes et à dos, les joints à recouvrement et les joints de fond. Les choix dépendent de la structure du laminé et de l'équipement de scellage.
- Films d'étanchéité : Utiliser un produit d'étanchéité interne compatible avec les couches barrières externes. Les produits d'étanchéité courants comprennent le PE ou des mélanges de produits d'étanchéité co-extrudés optimisés pour l'étanchéité à basse température ou à grande vitesse.
- Technologie d'étanchéité : Le scellement par barre chaude, par impulsion et par ultrasons est utilisé ; le choix se fait en fonction de la vitesse, du profil thermique du matériau et de la géométrie de la pièce (les becs nécessitent des stratégies de soudage différentes).
- Modes de défaillance courants : les joints froids, la contamination entre les couches, un temps de séjour insuffisant et une pression inadéquate. Tous ces facteurs entraînent une délamination ou une faible résistance au pelage.
- Test : Effectuez des tests de résistance au pelage (N/15mm), des tests d'éclatement/de pression et des tests d'étanchéité sous vide. La surveillance en ligne de la température, de la pression et de la vitesse du joint empêche toute dérive et maintient la reproductibilité.
Un bon structure de poche à fond plat coordonne la largeur de la zone de scellage, le choix du mastic et les réglages de la machine pour que les scellés restent robustes pendant la distribution et la durée de conservation.
Performance des barrières : Configuration des matériaux et mesures
Le rôle protecteur d'une poche est mesuré par le taux de transmission de l'oxygène (OTR), le taux de transmission de la vapeur d'eau (MVTR) et le blocage de la lumière et des UV. Choix des matériaux :
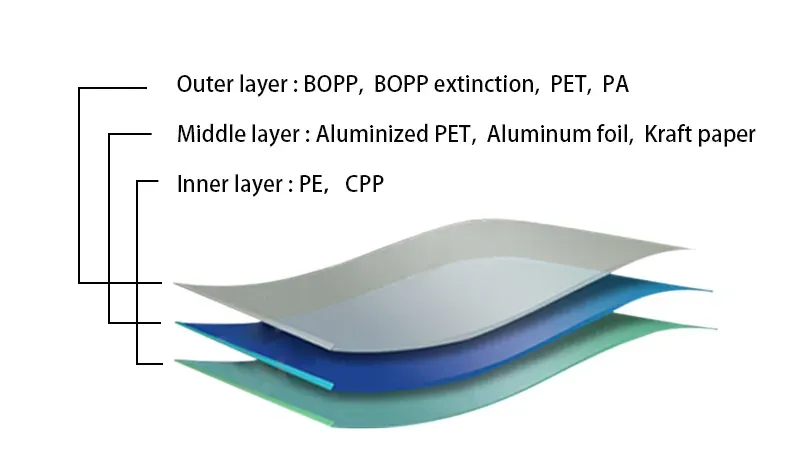
- Stratifiés à haute barrière : Les mélanges PET/AL/PE (feuilles métallisées) et EVOH offrent un très faible OTR/MVTR pour les produits sensibles à l'oxygène et à l'humidité.
- Films monomatériaux : Les constructions mono-PE ou mono-PP sont de plus en plus utilisées lorsque la recyclabilité est une priorité ; elles peuvent être conçues pour des besoins de barrière modérés mais peuvent nécessiter des barrières secondaires pour les produits très sensibles.
- Placement des couches : Les couches de barrière chimique (EVOH) sont généralement intercalées entre les couches de résistance mécanique (PET ou nylon) et la couche de scellage à chaud afin de protéger les propriétés de la barrière contre la manipulation.
Fixez d'emblée des objectifs de performance : spécifiez les valeurs OTR et MVTR pour la durée de conservation requise et validez-les à l'aide de tests de vieillissement accéléré.
Sélection des matériaux en fonction de leurs propriétés mécaniques
Choisissez les substrats en fonction de leur résistance à la perforation, de leur étanchéité et de leur imprimabilité. Tenez compte des éléments suivants
- PET pour la stabilité dimensionnelle et la qualité d'impression.
- Nylon pour la résistance à la perforation et à l'abrasion (utile pour les produits à particules tranchantes).
- PE/PP pour la scellabilité et les voies de recyclage mono-matériau.
- Additifs/traitements : le traitement corona pour l'adhérence de l'impression, les revêtements antistatiques pour les poudres et les agents antidérapants pour la manipulation.
Équilibrer l'épaisseur : Les films plus épais améliorent la protection mais augmentent le coût et le poids. Utiliser un renforcement ciblé (couche de base plus épaisse) plutôt que des bandes uniformément plus épaisses.
Intégration des processus de fabrication et des lignes de production
La conception d'un sachet à fond plat doit être adaptée à l'équipement de formage et de remplissage :
- Gestion et enregistrement des sites web : un contrôle serré permet d'éviter les goussets mal alignés et les impressions hors registre.
- Géométrie du collet de formage : détermine la précision de la base encadrée ; de mauvais cols provoquent des plis et des faux plis.
- Systèmes de remplissage : Les gobelets volumétriques, les vis sans fin ou les remplisseurs à échelle de pesée ont tous des comportements différents en matière de poussière et de déversement - il convient d'en tenir compte dans la conception du collier et du joint supérieur.
- Compléments en ligne : L'application d'une fermeture éclair et la pose d'un bec nécessitent des stations synchronisées et réduisent souvent la vitesse de la ligne ; prévoyez des compromis en matière d'outillage et de temps de cycle.
Contrôler les paramètres clés (tension de la bande, température de soudure, poids de remplissage) et les enregistrer pour assurer la traçabilité.
Contrôle de la qualité, interaction avec la durée de conservation et essais
Le contrôle de qualité doit porter sur les matériaux, le processus et les sachets finis :
- Chèques entrants : les COA des barrières, l'épaisseur et les défauts visuels.
- En cours de traitement : contrôles ponctuels de la résistance des pelures, audits de poids et contrôles visuels de l'enregistrement.
- Tests sur les produits finis : Vérification OTR/MVTR, durée de conservation accélérée (par exemple, 40°C/75%RH), résistance à la perforation et simulation de distribution dans le monde réel.
Évaluer également les interactions entre le produit et l'emballage : la migration de l'huile, l'absorption de l'humidité et le transfert d'arômes affectent la qualité du produit à long terme.

Liste de contrôle rapide pour la mise en œuvre
- Définir les spécifications du produit : type de remplissage, taille des particules, teneur en huile et durée de conservation visée.
- Fixer des objectifs OTR/MVTR et identifier les laminés candidats.
- Prototype structure de poche à fond plat et tester le comportement en position debout avec des poids de remplissage ciblés.
- Valider les paramètres d'étanchéité et effectuer des essais de pelage/éclatement.
- Effectuer un essai pilote sur la ligne de remplissage prévue et réaliser des tests de durée de conservation accélérée.
- Finaliser la maquette, les tolérances et un plan d'échantillonnage de contrôle de qualité.
Conclusion
Le pochette à fond plat est efficace lorsque la géométrie, le scellage et les matériaux de barrière sont traités comme des éléments d'un système complet, plutôt qu'évalués isolément. Une vision holistique de la géométrie des sachets à fond plat, des matériaux et du contrôle de la production en ce qui concerne les caractéristiques de performance permet d'obtenir des sachets ayant d'excellentes capacités de maintien, des scellés qui fonctionnent bien et des performances en ce qui concerne la protection des produits emballés, tout au long de la distribution et de l'utilisation.
À propos de GQ PACK

PACK GQ est un fabricant d'emballages flexibles sur mesure dédiée à l'industrie de l'emballage souple depuis des décennies. Nous pouvons offrir pochette à fond plat en gros fourniture et sur mesure solutions de pochettes à fond plat personnalisées. Grâce à notre propre site de production qui supervise l'impression, le pelliculage et la transformation, nous assurons une qualité constante, des délais prévisibles et une grande souplesse de personnalisation pour les marques de toutes tailles.
FAQ
Q : Pourquoi le fond de la poche se froisse-t-il ?
R : En général, le réglage du collier de formage ou la tension de la bande sont incorrects. Réajuster la tension et vérifier le collier de formage.
Q : Quelles sont les causes d'une faiblesse ou d'une fuite des joints ?
A : Mâchoires d'étanchéité sales/usées ou basse température/pression. Nettoyer les mâchoires et augmenter légèrement les paramètres d'étanchéité.
Q : Pourquoi les goussets sont-ils mal alignés ?
A : Mauvais enregistrement ou pièces de formage usées. Réaligner les guides et inspecter/remplacer les pièces de formage.
Q : Qu'est-ce qui conduit à la délamination d'un stratifié ?
A : Lots de films incompatibles ou défectueux. Isoler le rouleau et vérifier les spécifications de laminage/COA avec le fournisseur.
Q : Comment prévenir les défauts récurrents de manière générale ?
R : Utiliser le SPC pour surveiller les paramètres clés et appliquer l'analyse 8D des causes profondes pour mettre en place des actions correctives permanentes.