Whether packaging fruit juice, dairy drinks, sauces, nutritional beverages, or liquid condiments, selecting the right barrier material directly impacts shelf life, product quality, food safety, and customer satisfaction.
Exposure to oxygen, moisture, light, and external contaminants can lead to flavor loss, nutrient degradation, discoloration, and spoilage. Choosing the right barrier structure helps manufacturers protect products throughout storage and distribution while balancing performance, sustainability, and cost.
として カスタムフレキシブルフードパッケージングメーカー, we’ll explain the most common barrier materials used in liquid food packaging and how to select the right structure for different applications.
What Are Barrier Materials in Liquid Food Packaging?
Barrier materials are specialized packaging layers designed to prevent the transfer of gases, moisture, light, aromas, and contaminants between the packaged product and the surrounding environment.
In flexible liquid packaging, barrier layers are typically combined with structural and sealing materials to create multilayer laminates.
The primary objectives are:
- Protect food quality
- Extend shelf life
- Maintain flavor and aroma
- Preserve nutritional value
- Ensure food safety during storage and transportation
For liquid foods, barrier protection is particularly important because many formulations contain ingredients that are highly sensitive to oxygen and light exposure.
Key Barrier Properties
Several technical measurements are commonly used to evaluate packaging performance:
酸素透過率(OTR)
Measures how much oxygen passes through the packaging material.
Lower OTR values indicate better oxygen protection.
水蒸気透過率(WVTR)
Measures resistance to moisture penetration.
Critical for products requiring moisture stability.
Light Barrier Performance
Protection against UV and visible light that may degrade sensitive ingredients.
Aroma Barrier Performance
Prevents flavor compounds from escaping while blocking external odors from entering.

The Main Threats to Liquid Food Shelf Life
Before selecting materials, buyers should understand what they are protecting against.
Oxygen Exposure
Oxygen is often the biggest threat to liquid food stability.
Common consequences include:
- 風味の劣化
- Vitamin degradation
- 色の変化
- 鮮度の低下
- Shortened shelf life
Products particularly vulnerable include:
- Fruit juices
- 乳飲料
- Plant-based drinks
- Functional beverages
- 栄養補助食品
Moisture Transfer
Excess moisture movement can alter product consistency and stability.
This is especially important for:
- Concentrates
- Syrups
- Specialty formulations
- Hybrid liquid products
UV and Light Exposure
Light can trigger chemical reactions that degrade sensitive ingredients.
Products commonly affected include:
- Milk
- Yogurt drinks
- Vitamin-enriched beverages
- プロテイン飲料
Aroma and Flavor Loss
Premium beverages often contain volatile flavor compounds that can gradually escape through inadequate packaging materials.
Coffee beverages, fruit-based drinks, and flavored nutritional products are particularly susceptible.

Common Barrier Materials Used in Liquid Food Packaging
Different materials provide different levels of protection. Most liquid food packages use multiple layers to combine the advantages of several materials.
EVOH (Ethylene Vinyl Alcohol)
EVOH is one of the most widely used high-barrier materials in modern flexible packaging.
メリット
- Excellent oxygen barrier performance
- Lightweight
- Transparent appearance
- Supports premium package aesthetics
- Suitable for recyclable structure development
制限事項
EVOH’s oxygen barrier performance decreases under high-humidity conditions, which is why it is usually sandwiched between protective layers.
Typical Applications
- Juice pouches
- Dairy packaging
- Baby food pouches
- 栄養飲料
- Retort packaging
For many products, an experienced 液体食品包装メーカー can optimize EVOH thickness to balance shelf life and cost.

アルミ箔
Aluminum foil remains the benchmark for maximum barrier protection.
メリット
- Near-complete oxygen barrier
- Outstanding moisture protection
- Excellent light barrier
- Superior aroma retention
制限事項
- Higher material costs
- Reduced recyclability
- Less flexibility for transparent packaging designs
Typical Applications
- Aseptic beverages
- Long shelf-life products
- Export packaging
- High-value nutritional products

PET(ポリエチレンテレフタレート)
PET is often used as the outer layer in multilayer structures.
メリット
- High mechanical strength
- Excellent printability
- Good dimensional stability
- Attractive appearance
Although PET alone is not considered a high-barrier material, it provides structural integrity and supports high-quality graphics.

ナイロン(PA)
Nylon contributes mechanical protection rather than primary barrier performance.
メリット
- 優れた耐パンク性
- Strong impact resistance
- High durability
Common Uses
- Retort pouches
- Hot-fill packaging
- Transportation-intensive applications

Metallized Films
Metallized PET and other metallized materials provide an intermediate solution between standard films and aluminum foil.
メリット
- Enhanced barrier performance
- Lower cost than foil
- Attractive appearance
Applications
- Beverage concentrates
- Shelf-stable food products
- Cost-sensitive packaging projects

Comparing Barrier Materials: Which Performs Best?
| 素材 | Oxygen Barrier | Moisture Barrier | Light Barrier | コスト・レベル |
|---|---|---|---|---|
| アルミ箔 | 素晴らしい | 素晴らしい | 素晴らしい | 高い |
| EVOH | 素晴らしい | 中程度 | 貧しい | ミディアム |
| Metallized PET | グッド | グッド | グッド | ミディアム |
| ナイロン(PA) | 中程度 | 中程度 | 貧しい | ミディアム |
| Standard PET | Fair | Fair | 貧しい | 低い |
The “best” material depends on the product’s actual requirements. GQ PACK, from the perspective of a custom flexible food packaging manufacturer, suggests that selecting higher-grade materials can mitigate the risk of breakage during transit, thereby reducing costs.
Common Multilayer Structures for Liquid Food Packaging
Modern liquid packaging rarely relies on a single material.
Instead, manufacturers combine layers to achieve specific performance targets.
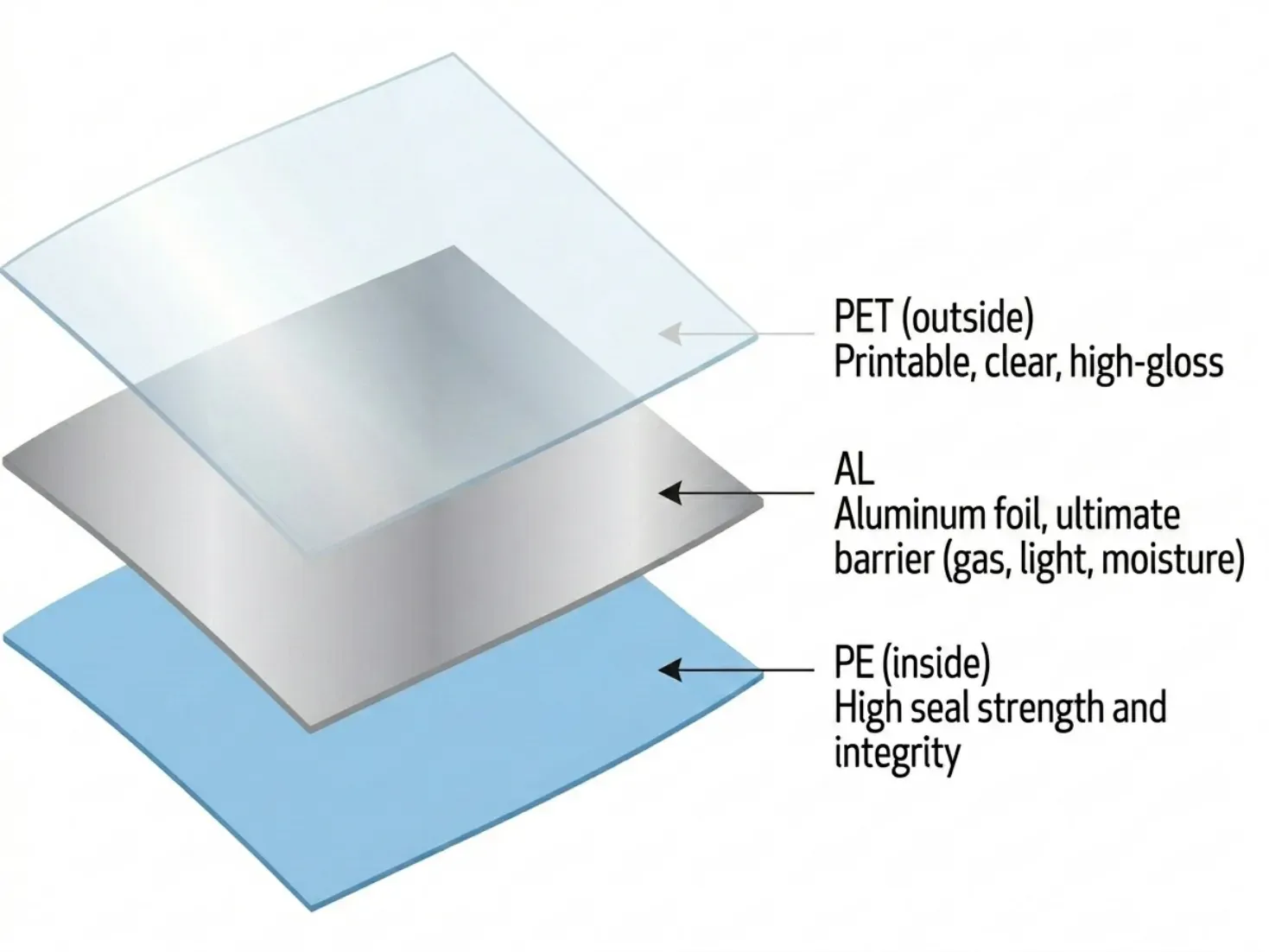
PET / AL / PE
This structure combines:
- PET for strength and printing
- Aluminum foil for barrier protection
- PE for sealing
Best For
- Long shelf-life beverages
- Export products
- Aseptic packaging
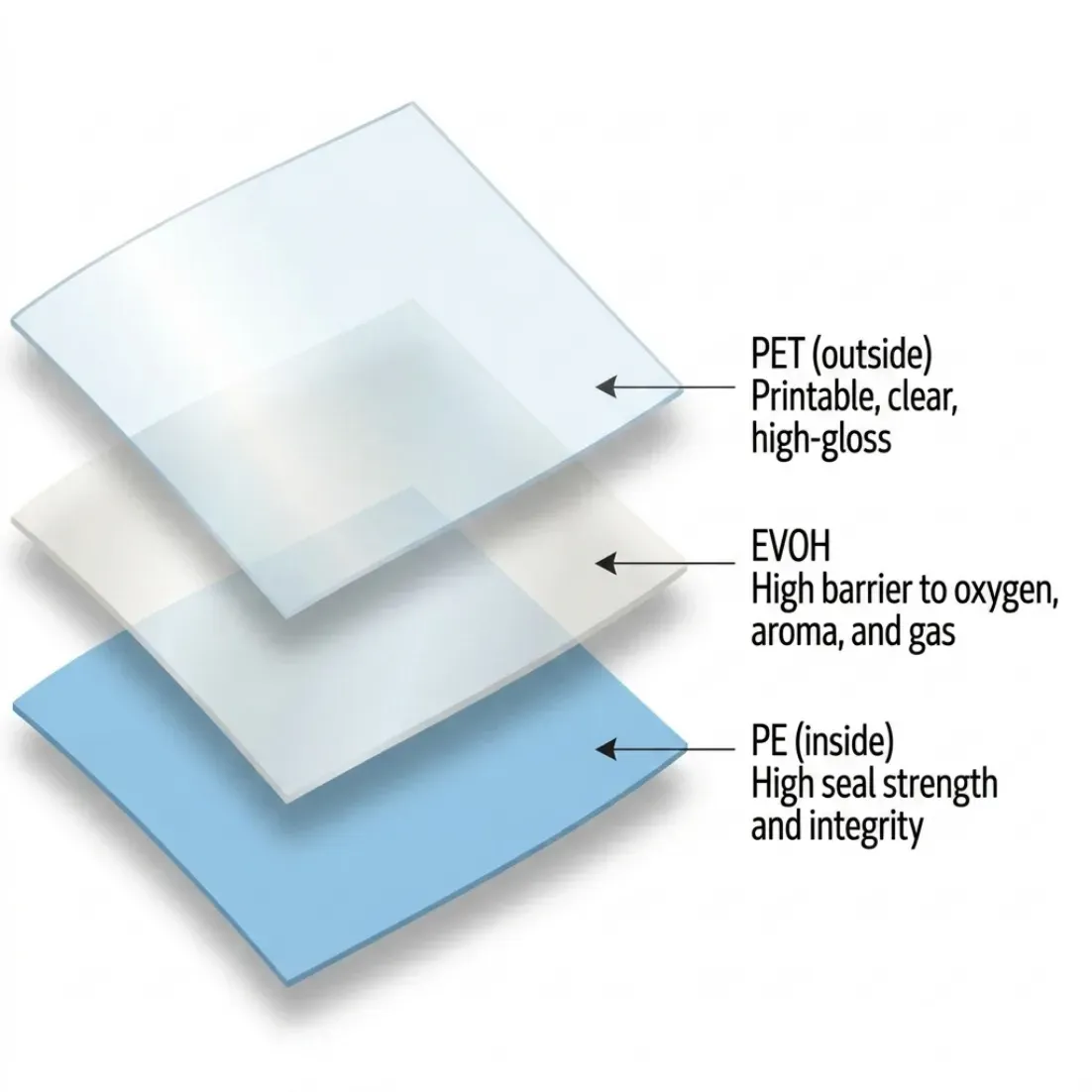
ペット
This structure delivers excellent oxygen protection while maintaining transparency.
Best For
- Premium juice packaging
- 乳飲料
- 栄養ドリンク
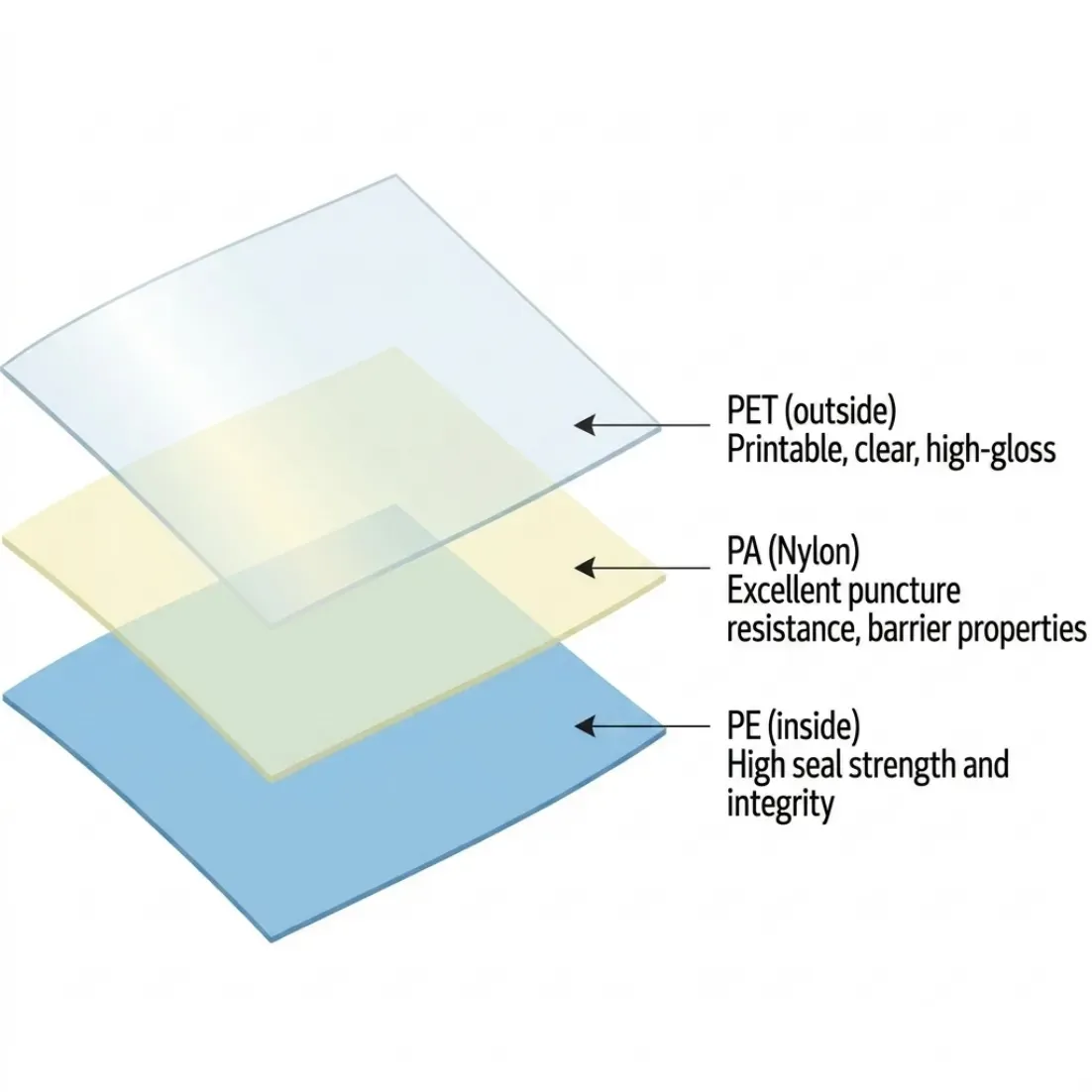
PET / PA / PE
This structure emphasizes durability and heat resistance.
Best For
- Retort applications
- Hot-fill products
- ソースと調味料
How to Select Barrier Materials Based on Product Type
Fruit Juice Packaging
Juices are highly susceptible to oxidation.
Recommended structures include:
- PET/EVOH/PE
- PET/AL/PE
The choice depends on shelf-life requirements and transparency preferences.
Dairy and Yogurt Drinks
Dairy products are sensitive to both oxygen and light.
推奨される構造
- PET/AL/PE
- High-barrier EVOH laminates
Plant-Based Beverages
Plant proteins can be vulnerable to flavor changes and oxidation.
推奨される構造
- EVOH-based laminates
- Aluminum foil laminates for extended shelf life
ソースと調味料
Viscous products often require retort processing.
推奨される構造
- PET/PA/PE
- Retort-grade high-barrier laminates
Nutritional and Functional Beverages
Products containing vitamins, probiotics, or active ingredients generally require higher barrier performance.
推奨される構造
- Aluminum foil laminates
- Advanced EVOH-based solutions



How Shelf Life Requirements Influence Material Selection
Shelf Life Under 6 Months
Products with short distribution cycles often perform well with medium-barrier structures.
Cost optimization becomes a priority.
Shelf Life Between 6 and 12 Months
Most retail food products fall within this category.
High-barrier EVOH structures are often suitable.
Shelf Life Beyond 12 Months
Long shelf-life products usually require:
- Aluminum foil structures
- Advanced aseptic packaging systems
- Comprehensive barrier engineering

What Buyers Should Ask Their Packaging Supplier
When evaluating a [liquid packaging supplier], buyers should request detailed technical data rather than relying solely on marketing claims.
Important questions include:
What Are the OTR and WVTR Values?
Measured barrier performance should align with product requirements.
Has Shelf-Life Testing Been Conducted?
Laboratory testing and real-world validation are both important.
Is the Structure Compatible with My Filling Process?
Packaging should match:
- Aseptic filling
- Hot-fill production
- Retort processing
- Standard filling operations
Does the Packaging Meet Regulatory Requirements?
Verify compliance with:
- FDA regulations
- EU food-contact standards
- Migration testing requirements
結論
Liquid food quality and achieving the target shelf life are mainly affected by the material that is chosen at the very beginning. Materials such as EVOH, aluminum foil, PET, and nylon each offer different advantages depending on the product, processing method, and distribution requirements.
Rather than choosing the highest-barrier option available, brands should focus on finding the most suitable structure for their specific application. Working with experienced liquid packaging manufacturers, like GQ PACK, can help optimize material selection, packaging performance, and production costs while ensuring reliable quality and regulatory compliance.
Frequently Asked Questions About Barrier Materials for Liquid Food Packaging
What is the best barrier material for liquid food packaging?
There is no universal best option. Aluminum foil provides the highest overall barrier protection, while EVOH offers excellent oxygen protection with transparency.
Is EVOH better than aluminum foil?
Not necessarily. It depends on what your products require. EVOH provides excellent oxygen barriers and transparency, while aluminum foil offers superior protection against oxygen, moisture, and light.
How do barrier materials extend shelf life?
They reduce exposure to oxygen, moisture, light, and contaminants that cause food degradation.
What packaging structure is best for juice products?
PET/EVOH/PE and PET/AL/PE are among the most commonly used structures, depending on shelf-life requirements.
Can transparent packaging provide high barrier protection?
Yes. EVOH-based structures can achieve excellent oxygen barrier performance while maintaining transparency.
Which barrier material is most recyclable?
Mono-material PE structures currently offer some of the most promising recycling opportunities.
How do I determine the barrier level my product needs?
Factors include product formulation, target shelf life, storage conditions, distribution environment, and filling technology.
What information should I provide to a packaging manufacturer?
Provide details about:
- 製品タイプ
- 賞味期限目標
- 充填工程
- Distribution regions
- Packaging format
- 持続可能性の目標
GQ PACKについて,GQ PACKはプロの軟包装メーカーとして、独立した設計チームと自動化された生産ラインを持っており、水ボトルラベル、シュリンクスリーブラベル、軟包装袋などの種類をカバーし、高性能のカスタマイズされた軟包装製品を提供し続けています,GQ PACK軟包装メーカーについて,GQ PACKは2008年に中国広東省で設立されました。我々は豊富な経験と特許技術を持つ軟包装メーカーです。製品は、カスタム水ボトルラベル、シュリンクスリーブラベル、スパウトポーチ、スタンドアップポーチなどが含まれ、飲料、食品、日用品、ペット用品業界で広く使用されています。先進的な高速印刷機とラミネート機を装備した16の生産ラインを持ち、経験豊富な技術チームにサポートされており、高品質でカスタマイズされたパッケージングソリューションを提供しています。,コアバリュー,品質,革新,持続可能性,効率性,企業ビジョン,グローバルな顧客のための信頼されるフレキシブルなパッケージングパートナーになる,顧客コミットメント,効率的な、専門的かつ高性能なパッケージングソリューションを提供する,高速10色グラビア印刷ワークショップ,私たちの高速10色グラビア印刷ワークショップは、高度な印刷設備を装備し、高精度自動印刷システムを採用し、極端な細部と豊かな色の完璧なプレゼンテーションを達成することができます。GQ-PACKの無溶剤ラミネーション工場では、有害な溶剤を使用しない無溶剤ラミネーションプロセスを採用しています、PACKの無溶剤ラミネートワークショップは、熱と圧力を利用して複数のフィルム層を接着する高度なラミネート技術を備えており、耐久性、強度、柔軟性に優れたパッケージを作成することができます。PACKはプロフェッショナルなUV硬化システムと熱硬化システムを備えており、硬化したフレキシブルパッケージングが優れた耐摩耗性と防水性を持つことを保証します。検査ワークショップ,私たちは最新の自動検査システムを使用し、包装されたすべての製品がお客様に届く前に最高の品質基準を満たしていることを確認しています。さらに、包装の耐久性、シールの完全性、バリア性を確認するために、包装のすべてのバッチで極端なテストを実行します。 高速スリッター工場,私たちの高速スリッター工場は、迅速かつきれいにフレキシブルフィルム、ラミネート、特殊フィルムを含むさまざまな材料を処理し、均一なロールサイズを提供し、卓越した速度と精度で大量生産の需要を満たす、軟包装製袋工場,当社の軟包装製袋工場は、品質、スピード、精度を重視し、専門的な裁断、製袋、シール設備を備えており、各バッチの製品が正確な寸法、確実なシール、きちんとした外観を持つことを保証します、+ M²,工場面積,生産ライン,技術スタッフ,百万人,年間生産量,GQ Packはフレキシブル包装ソリューションを提供します:,飲料,食品,日用品,パーソナルケア,ペット用品,特殊カートン,農業,技術的なアプリケーション,なぜ私たちを選ぶ,私たちの工場の表示,国際認証,GQ Packは、ISO 9001、FDA、LFGB、CE、RoHS認証などを含むフレキシブル包装の分野で多くの認証を得ています。私たちは、製品の品質とユーザーエクスペリエンスを重視し、常に生産プロセスにおける持続可能な開発を堅持しています。,私たちのビジョン,包装はカラフルで、創造的で、強力です。,私たちは、各フレキシブルパッケージを作るとき、我々は製品だけでなく、無限の可能性を見ています。,私たちは能力を持っており、我々は常にこのようなものです。,私たちが作成するフレキシブルパッケージは単なる容器ではありません、それはブランドの物語のキャリアであり、製品の品質の送信機です。,どのような産業であっても、私たちのパッケージは、製品が市場とシームレスに接続し、信頼と価値を伝えることができます。

GQ PACKは プロのフレキシブル食品包装メーカー serving global brands, importers, and distributors with reliable, factory-direct packaging solutions.
According to our sales department, brands are not satisfied with just standard liquid packaging products, and increasingly seek customized solutions that optimize:
- 賞味期限
- 持続可能性
- コスト
- User experience
- Product differentiation
From this standpoint, GQ PACK has helped thousands of overseas clients develop packaging structures tailored to specific formulations and distribution conditions.
私たちの customization liquid packaging options include:
- Barrier layer selection
- Material thickness optimization
- Spout integration
- Printing customization
- Retort compatibility
- Aseptic packaging support
For growing brands and distributors, at this point, we help customers improve product protection, strengthen brand value, and achieve efficient, scalable growth.